ロボット/Robot

工作機械/Machine tools

工業プラント/Industrial Plants

農業機械/Agricultural machines

食品製造ライン/Food production line

船舶/Ship
オイルシール 取付部の設計
1.軸の設計と形状及び寸法
a)軸の許容差
JIS B 0401-2のh11以内とする。
b)軸の表面粗さ
0.1~0.32µmRa及び0.8~2.5µmRzとする。
c)軸の表面状態と仕上げ
キズ及び機械加工によって生じたリード目が有ってはならない。
仕上げは送りをかけないプランジ研削が望ましい。
d)軸の硬度
HRC30以上を推奨する(シール体がPTFEの場合はHRC50以上)
e)軸の面取り
軸端には、表1 に示す値以上の面取りを行い、かえり、鋭い角、機械加工による粗い筋目などが無いのが望ましい。
軸端の面取り
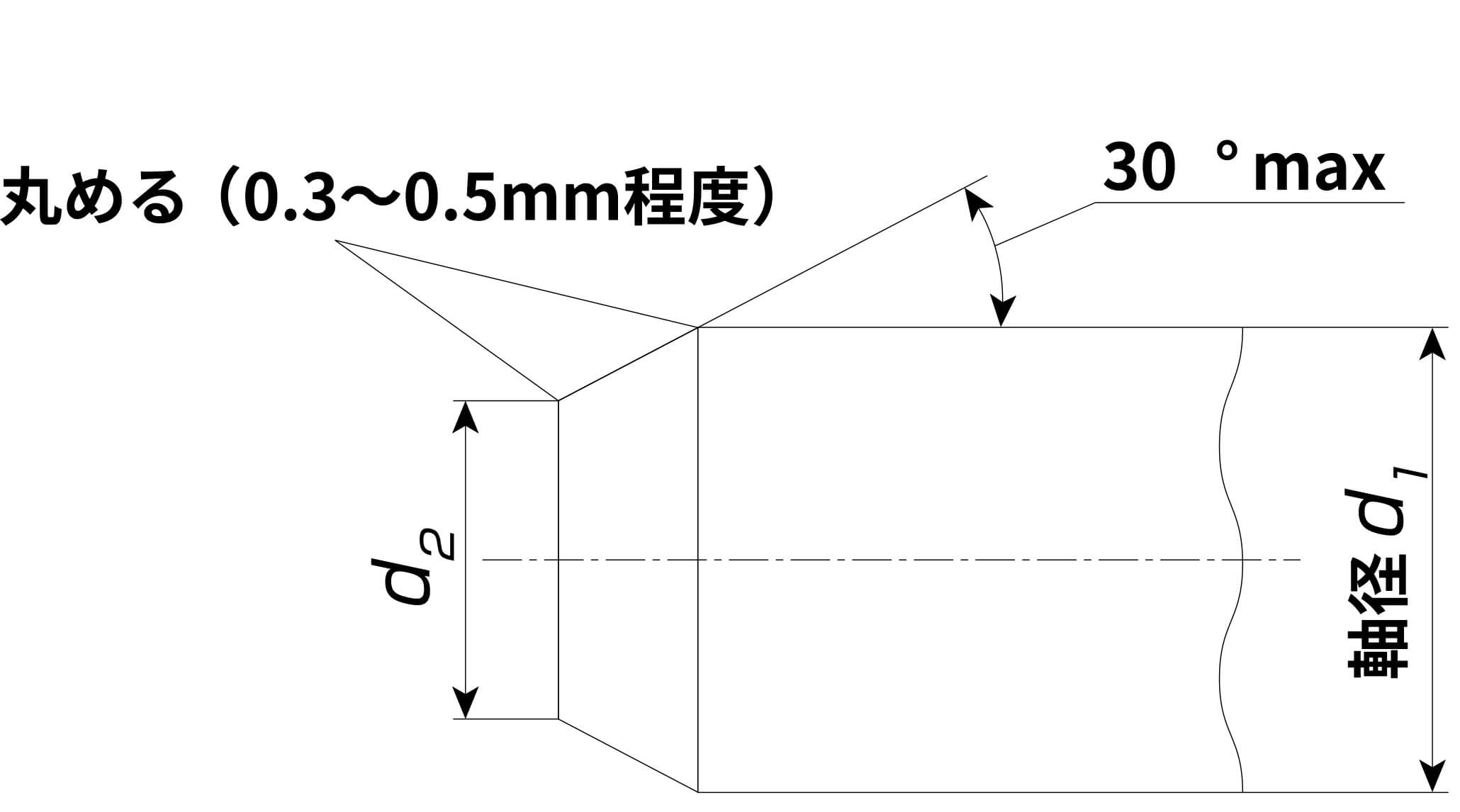
表1
単位 mm
| 軸径の呼び寸法 d1 | d2(最大) | 軸径の呼び寸法 d1 | d2(最大) |
|---|---|---|---|
| d1≦10 | d1-1.5 | 50<d1≦70 | d1-4.0 |
| 10<d1≦20 | d1-2.0 | 70<d1≦95 | d1-4.5 |
| 20<d1≦30 | d1-2.5 | 95<d1≦130 | d1-5.5 |
| 30<d1≦40 | d1-3.0 | 130<d1≦240 | d1-7.0 |
| 40<d1≦50 | d1-3.5 | 240<d1≦480 | d1-11.0 |
2.ハウジングの設計形状及び寸法
a)ハウジングは、材料が鉄鋼材料で機械加工の場合には、次のようにする。
ただし、ハウジングが非鉄金属又は非金属の場合、及びプレス成形の場合には、受渡当事者間の協定による。
b)ハウジングの寸法は、表2による。
なお、穴入り口は角の面を取り、面取り部にはかえりがあってはならない。
ハウジングの寸法
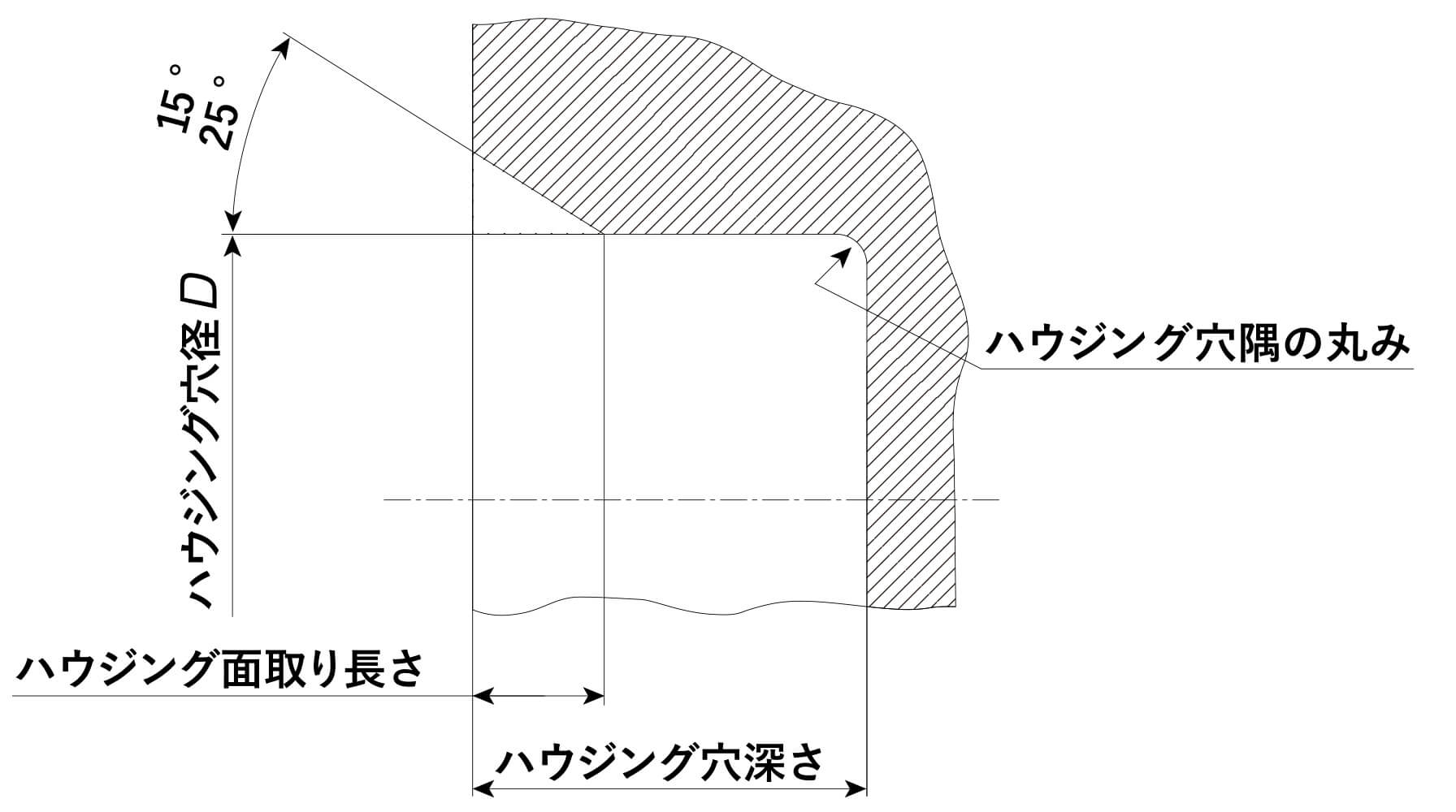
表2
単位 mm
| オイルシールの呼び幅 b | 最小ハウジング穴深さ | ハウジング面取り長さ | 最大ハウジング穴隅の丸み |
|---|---|---|---|
| b≦10 | b + 1.2 | 0.70~1.00 | 0.50 |
| b>10 | b + 1.5 | 1.00~1.30 | 0.75 |
c)ハウジングの寸法許容差
JIS B 0401-2H8とする。
d)ハウジング穴の表面粗さ
JIS B 0633によって評価し、1.6~3.2µmRa、6.3~12.5µmRzとする。
なお、外周金属オイルシールを使用する場合には、気密性をよくするために表面粗さを0.4µmRa及び3.2µmRz程度まで小さくするのが望ましい。
オイルシールの寸法とその許容量
外周ゴムの外径の許容差
| 外 径 D mm | 許容差mm |
|---|---|
| 30以下 | +0.30 +0.10 |
| 30をこえ120以下 | +0.35 +0.10 |
| 120をこえ180以下 | +0.40 +0.15 |
| 180をこえ300以下 | +0.45 +0.15 |
| 300をこえ530以下 | +0.50 +0.55 |
外周金属の外径の許容差
| 外 径 D mm | 許容差mm |
|---|---|
| 30以下 | +0.09 +0.04 |
| 30をこえ50以下 | +0.11 +0.05 |
| 50をこえ80以下 | +0.14 +0.06 |
| 80をこえ120以下 | +0.17 +0.08 |
| 120をこえ180以下 | +0.21 +0.10 |
| 180をこえ300以下 | +0.25 +0.12 |
| 300をこえ530以下 | +0.30 +0.14 |
シール幅の許容差
| 幅 mm | 許容差mm |
|---|---|
| 10以下 | ±0.3 |
| 10をこえ14以下 | ±0.4 |
| 14をこえ18以下 | ±0.5 |
| 18をこえ25以下 | ±0.6 |
*ニトリルゴム以外のゴムを用いた外周ゴムオイルシールについては、
受渡当事者間の協定による別の許容差が必要な場合がある。




CONTACT
技術相談やお見積等、お気軽にご相談ください。